|
It's almost 2023, and if your shop is like ours, you're probably struggling to find and keep talented machinists and employees. Wages are high, labor supply is short, and efficiency within your shop has never been more critical. Every scrapped part, cumbersome workholding setup, and inefficient program is hurting your bottom line like never before. As a workholding company, we spend a lot of time talking to customers, much like you, about their biggest bottlenecks and headaches. And while there are many, setup changeover is at the top of the list. Today we are going to break down a very critical component to setup changeover in a VMC and how our Hybrid system can contribute to a more efficient job shop. The old way...Here's a scenario that you're likely familiar with: you've just completed a rush order of 10 parts on your 4th-axis trunnion solution, but before you even made the parts, you had to take your collet chuck off of your rotary table, install the trunnion, indicate it in, set your tools and work offsets, and probably more. But who cares, right? Your parts are complete, they've passed inspection, and everyone is happy. But wait, now you need your collet chuck back for the job you were previously running. You know the drill: take the trunnion off, mount the chuck to the t slots, tram it in, and go.
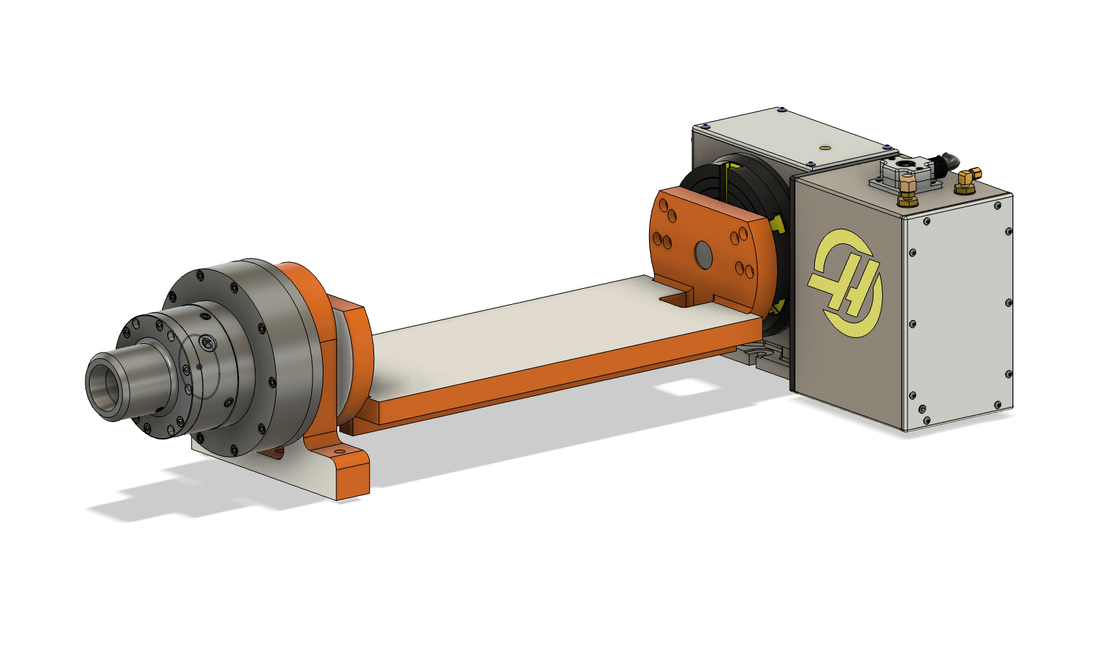
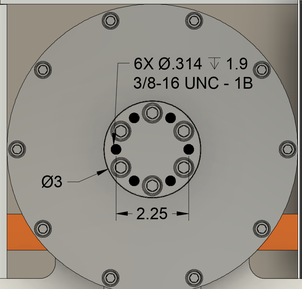
At this point you are probably thinking about the 3 hours you spent today simply tearing down and setting up new jobs. And unfortunately, your company will never get paid for that time. With this in mind, how do we eliminate the bottleneck going forward? The Stallion HybridOur solution to this inefficiency was rather simple: let's just mount our collet chuck, or other workholding, to a bolt pattern on the back of our TS400 so that the setup never has to leave the machine. This completely eliminates the hassle of constantly reinstalling a specific workholding device for your variety of jobs. The TS400 is a dual-disc pneumatic braking system that hooks directly to the solenoid valve of just about any rotary table on the market. Its role is to keep the trunnion table rigid and unaffected by leverage during machining. The design now features a 3" OD boss that can be located on a fixture or adapter plate, along with a 2.25" diameter bolt-hole circle with (6) 3/8-16 tapped holes. This simple addition allows you to mount just about any workholding device to the end of your trunnion table.
Workholding OptionsThe days of a shop surviving on only a table vise and a 3-jaw chuck are over. Now we have quick change bases, zero point workholding, robot-ready pneumatic vises, pneumatic collet blocks, and much more. While we don't claim to have all of the answers, there are a few fantastic options on the market that can be used in conjunction with our Stallion Hybrid, and we'd like to go over a couple of these. In the video below and in the CAD files above, we are utilizing a Lexair collet chuck. Lexair, located nearby in Lexington, KY, has a variety of high powered collet systems. Many are pneumatically actuated in 3 jaw or collet configurations. Additionally, thru holes are available for longer parts and sizes are made for a variety of spindle noses. Check out their configurator here. Another option for our hybrid system is a self centering vise from 5th Axis. In this animation, we are displaying the added versatility of a trunnion system when it's used in conjunction with RockLock tooling. Quickly exchange self centering vises for dovetail vises, double station vises, and more.
0 Comments
Leave a Reply. |

PRODUCTS |
COMPANY |